新JISに対応した管理図と検出力の有効性(株式会社日本科学技術研修所 小埜 智千)
こちらの内容は,第10回JUSEパッケージ活用事例シンポジウム 品質管理・QS-9000セッションでの新製品機能紹介をまとめたものです.
0. はじめに
今回行われたJIS改正(1998年版)において,「管理図」の記述がいくつか変更され,また「検出力(標本設計)」が導入されたことについて,JUSE-QCAS/V7.0(以下QCAS/7)では,具体的にどのように対応しているかその概要を紹介する.
1.管理図
従来のJIS Z 9021(1954)「管理図法」から,JIS Z 9021(1998)「シューハート管理図」及びJIS Z 9020(1999)「管理図-一般指針」へ変更されるのに伴って,“異常判定ルール”,“用語”,“管理水準の考え方”の3点が主に変更された.これらについてQCAS/7を用いて「新JIS対応管理図」の機能を紹介する.なお,QCAS/7では,従来の「管理図」機能も残すとともに「管理図(新JIS)」を追加して,新旧JISの管理図への対応をしている.
1)異常判定ルールの変更
新JISでは異常判定ルールのいくつかが変更された.参考として,旧JISでの異常判定ルールとの対比を行う.例.![]() -R管理図(旧
-R管理図(旧![]() -R管理図)
-R管理図)
図1.1a. 新JISの管理図(区分ABCも表示)
図1.1b. 旧JISの管理図
上記新旧管理図では,次の異常が各々確認された.図1.6のデータを使用.
| R管理図 | ・1σ外-5点中4点が管理限界外:1箇所 | R管理図 | ・なし | |
|---|---|---|---|---|
| ・管理限界外:2箇所 | ・管理限界外:2箇所 | |||
| ・2σ外-3点中2点が管理限界外:3箇所 | ・3点中2点が限界外線接近 | |||
| ・1σ外-5点中4点が管理限界外:2箇所 |
図1.2a. 新JISの異常判定ダイアログ
図1.2b. 従来の異常判定ダイアログ
新JISの8つの異常判定ルールと旧JISでの異常判定ルールの比較表を示す.
| 新JISの異常判定ルール | 旧JISの異常判定ルール | ||
|---|---|---|---|
| 1 | 管理限界外 | 領域*1Aを超えている | >UCL,<LCL |
| 2 | 連*2 | 連続する9点が中心線に対して同じ側にある | 連続する7点が中心線に対して同じ側にある |
| (中心線一方) | - | 連続する○点中少なくとも○点が一方に | |
| 3 | 上昇・下降 | 連続する6点が増加,又は減少している | 連続する7点が増加,又は減少している |
| 4 | 交互増減 | 14の点が交互に増減している | - |
| 5 | 2σ外 (限界線接近) |
連続する3点中,2点が領域A又はそれを超えた領域にある(>2σ) | ○点中○点が2シグマ外にある |
| 6 | 1σ外 | 連続する5点中,4点が領域B又はそれを超えた領域にある(>1σ) | - |
| 7 | 中心化傾向 | 連続する15点が領域Cに存在する(≦1σ) | - |
| 8 | 連続1σ外 | 連続する8点が領域Cを超えた領域にある(>1σ) | - |
- *1
- 新JIS管理図では,異常を判定するにあたり領域をA,B,Cとして区分している.領域A,B,Cは,UCL-CL,CL-LCLを3分割したもの.
図1.3 領域A,B,C - *2
- 連の判定に用いる判定線として,例えば管理図(管理図)で,従来の管理図はMLを用いていたが,新JIS管理図では,(=CL)を用いる.
2)用語の変更
今回の改訂では管理図の表記方法つまり用語や記号などの記述が表1.2の通り変更された.
| 新JIS用語 | 旧JIS用語 |
|---|---|
| X管理図 | x管理図 |
| R管理図 | Rs管理図 |
| メディアン | メジアン |
| Me | |
| np管理図 | pn管理図 |
| 群の大きさ | 試料の大きさ |
| 不適合品率 | 不良率 |
| 不適合品数 | 不良個数 |
| 不適合数 | 欠点数 |
3)管理水準の考え方
管理図の呼称が,これまでの解析用管理図と管理用管理図から「標準値が与えられてない管理図」と「標準値が与えられている管理図」になり,“標準値(ある特定の要求値又は目標値)”の有無に応じて区分されることになる.
標準値として従来の「中心値及び管理限界を与える場合」とは別に,新たに「平均値及び標準偏差を与える場合」が追加される
図1.4 標準値の設定
次の例は,20回の測定を行なった段階(図1.5b)で求めた平均値(78.11725),標準偏差(0.1026)を標準値として,25回の測定した管理図に与えた例(図1.5a).
図1.5a 標準値(平均値,標準偏差)を与えた管理図
図1.5b 標準値を与えていない管理図
データとして,内径の測定を1回当たり4度20回,さらに5回計25回行ったものを使用した(群の大きさ4,群の数20+5).
| 内径(1) | 内径(2) | 内径(3) | 内径(4) | 単位(mm) | 内径(1) | 内径(2) | 内径(3) | 内径(4) | 単位(mm) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 77.84 | 78.04 | 78.08 | 77.9 | 14 | 78 | 78.36 | 78.12 | 78.02 | ||
| 2 | 78.18 | 78.16 | 78.12 | 78.1 | 15 | 78.16 | 78.06 | 78.18 | 78.14 | ||
| 3 | 78.1 | 78.28 | 78.14 | 78.04 | 16 | 78.12 | 78.22 | 78.1 | 78.02 | ||
| 4 | 78.16 | 78.12 | 77.98 | 78.12 | 17 | 78.14 | 78 | 77.86 | 78.08 | ||
| 5 | 78.3 | 78.2 | 78.08 | 78.18 | 18 | 77.94 | 77.96 | 78.04 | 78.1 | ||
| 6 | 78.08 | 78 | 77.88 | 78.04 | 19 | 78.06 | 78.16 | 78.08 | 78.14 | ||
| 7 | 78.26 | 78.2 | 78.14 | 78.16 | 20 | 78.26 | 78.28 | 78.22 | 78.56 | ||
| 8 | 77.96 | 78 | 77.92 | 78.06 | 21 | 78.06 | 78.18 | 78.02 | 78.06 | ||
| 9 | 78.24 | 78.14 | 78.04 | 78.12 | 22 | 78.02 | 78.16 | 78.1 | 78.12 | ||
| 10 | 78.1 | 78.48 | 78.1 | 78.46 | 23 | 78.42 | 78.38 | 78.04 | 78.12 | ||
| 11 | 78.32 | 77.96 | 78.2 | 77.98 | 24 | 78.24 | 78.08 | 78.14 | 78.18 | ||
| 12 | 78.08 | 77.98 | 77.98 | 78.18 | 25 | 78.1 | 78.14 | 78.12 | 78.08 | ||
| 13 | 78.44 | 78.12 | 78.2 | 78.06 |
2.検出力とサンプルサイズ(標本設計)
改訂JISに,新たに“検出力”が,JIS Z 9041-4「データの統計的方法 第4部:平均と分散に関する検定方法の検出力」として追加された.
「検出力(power of test)」あるいは「標本設計(sample size determination)」の意義が改めて強調されたが,QCAS/7.0では「検出力とサンプルサイズ」機能で(検定の種類,対立仮説に応じた)対応をすることにした.
| 検定の種類 | 帰無仮説 | 対立仮説 | |||
|---|---|---|---|---|---|
| 両側検定 | 片側検定a) | 片側検定b) | |||
| 1 | 母平均 | µ = µ0 | µ≠µ0 | µ > µ0 | µ < µ0 |
| 2 | 2つの母平均の差 | µ1 = µ2 | µ1≠µ2 | µ1 > µ2 | µ1 < µ2 |
| 3 | 対応がある場合の母平均の差 | δ = δ0 | δ≠δ0 | δ > δ0 | δ < δ0 |
| 4 | 母分散 | σ = σ0 | σ≠σ0 | σ > σ0 | σ < σ0 |
| 5 | 2つの母平均の比 | σ1 = σ2 | σ1≠σ2 | σ1 > σ2 | σ1 < σ2 |
| 検定の種類 | パラメータ | ||||||
|---|---|---|---|---|---|---|---|
| 仮説 | 差 | サンプルサイズ | 危険率 | 母分散 | 標準偏差 | ||
| 1 | 母平均 | 対立仮説 | µ - µ0 | n | α | 既知/未知 | σ |
| 2 | 2つの母平均の差 | 対立仮説 | µ1 - µ2 | n1,n2 | α | 既知/未知 | σ1,σ2/σ |
| 3 | 対応がある場合の母平均の差 | 対立仮説 | δ - δ0 | n | α | 既知/未知 | σ |
| 4 | 母分散 | 対立仮説 | - | n | α | - | σ,σ0 |
| 5 | 2つの母分散の比 | 対立仮説 | - | n | α | - | σ1,σ2 |
| 検定の種類 | パラメータ | ||||||
|---|---|---|---|---|---|---|---|
| 仮説 | 差 | サンプルサイズ | 危険率 | 母分散 | 標準偏差 | ||
| 1 | 母平均 | 対立仮説 | µ - µ0 | 1 - β | α | 既知/未知 | σ |
| 2 | 2つの母平均の差 | 対立仮説 | µ1 - µ2 | 1 - β | α | 既知/未知 | σ |
| 3 | 対応がある場合の母平均の差 | 対立仮説 | δ - δ0 | 1 - β | α | 既知/未知 | σ |
| 4 | 母分散 | 対立仮説 | - | 1 - β | α | - | σ,σ0 |
| 5 | 2つの母分散の比 | 対立仮説 | - | 1 - β | α | - | σ1,σ2 |
ここでは,ある素材の紐の受け入れ検査について,3つの使用例(a),(b),(c)を用いて説明する.
(a) 「母平均」の例
ある素材の紐の購入に当たり,“受入れ検査”をロット単位でサンプリングして行う.その検査の結果,紐の平均破壊負荷加重はa(kg重)とする.この負荷加重a(kg重)が,業者の言うところの平均破壊負荷加重b(kg重)よりも低いと判断されれば,そのロットは受け入れないこと(受け入れ検査は不合格) にしたい.
ここで,製造(納入)業者は「紐は平均でb(kg重)の負荷に耐え得る」としている.
検査結果が妥当と判断できる必要なサンプルサイズ数を求める.
検定としては…
- 片側検定
- 実際の平均破壊負荷加重a(=µ)がb(=µ0)より小さい場合,µ<µ0と断定できるかどうかを判定する.
- 分散既知
- 受入れ検査者は過去の経験から,この業者の紐は,1ロットあたりの破壊負荷加重のばらつきとしては,標準偏差σが保証されているという認識でいる.
- 第1種の危険
- αは0.05とする.
手順(1)~(9)を以下に示す.
- 業者の言う平均破壊負荷加重bが25.0kg重(=µ0kg重)とし,ロット内のばらつきは3.5 kg重(=σ)とする.
- 受入れ検査者は,ロット当たりの検査としてまず10サンプルを検査した結果,平均破壊負荷加重aが23.0 kg重(=µkg重)であった.
- µ=µ0が成り立たない,即ち,µ<µ0(対立仮説)を認めてもよい確率(検出力:1-β)がどのくらいの値になるかを算出してみる.
- [パラメータ設定]で,µ-µ0=23.0-25.0=-2.0,σ=3.5,n=10を入力して求めると,検出力(1-β)は56.4%となる.
(参考)1-β=ε{-(√n)・|λ|+Kε(α)},λ=(µ-µ0)/σ<関数表記>次の2関数は,正規分布での確率値と分位点を表す.
ε(K):分位点(パーセント点)Kにおける上側確率
Kε(ε):上側確率εに対する分位点(パーセント点)
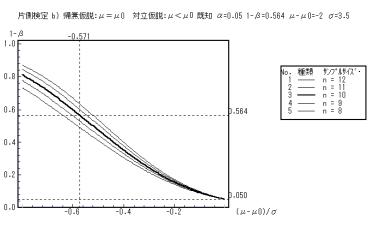
図2.1 検出力曲線(母平均 片側検定b) サンプルサイズを指定) - この結果(56.4%)では検出力は低い.検出力は,80%ないし90%以上が必要とする場合が多いが,ここでは90%以上を確保するために(平均破壊負荷aは23.0kg重とみなし),サンプル数としてどのぐいらい必要かを確認する.
- 検出力(1-β)として0.9を入力してサンプルサイズnを求めると,n=27となる.
このサイズ27が求めるサンプルサイズとなる.
(参考)n>{(Kε(β)+Kε(α))/|λ|}^2,λ=(µ-µ0)/σ
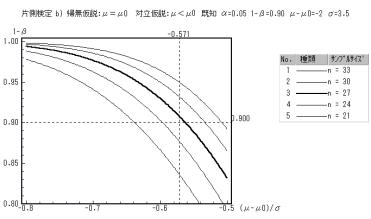
図2.2 検出力曲線(母平均 片側検定b) 検出力を指定) - 上記例で,破壊負荷のばらつき(標準偏差)が3.5(kg重)とは言えないとする.しかし標準偏差(=σ)は3.0~4.0(kg重)に間にあることは保証出来るとする.
ばらつき(標準偏差)が,不明だが3.0~4.0(kg重)の間の値の場合. - 安全側を見て,σ=4.0(kg重)として,検出力を求めると,n=10で,検出力47.5%(0.475)となる.
- このσ(=4.0kg重)について,検出力90%となるサンプルサイズを求めると, サンプルサイズは,35(以上)必要となる.
(b) 「2つの母平均の差」の例
製造業者は,コスト削減による生産性を上げた新工程に変更して紐を生産することにした.
工程間に差があるかないかを判断できる必要なサンプルサイズ数を求める.
旧工程の平均破壊負荷はb1kg重(=µ1),新工程の平均破壊負荷をb2kg重(=µ2)として,実際に|µ1-µ2|<3.0(kg重)となっている.なお,旧工程で作成した製品のばらつきσ1(=3.5 kg重)に対し,新工程で作成した製品のばらつきσ2も同じく3.5(kg重)とする.
両工程で作成した10+10=20サンプルでの検出力はどのくらいになるかを求める.
図2.3 検出力曲線(2つの母平均の差 両側検定 サンプルサイズを指定)
検出力は,44.4%(0.444)となる.検出力としては低いため,検出力90%以上となるサンプルサイズを求める.
図2.4 検出力曲線(2つの母平均の差 両側検定 検出力を指定)
工程に差があるかを判断するには,
両工程で製造した紐を22サンプル以上ずつ検査する必要がある.
(c) 「母分散」の例
製造業者は,さらにばらつきを減少する改善をした.
工程が改善されたか否かを判断できる必要なサンプルサイズ数を求める.
ここで,15サンプル取り出して,ばらつきを確かめると標準偏差で2.5(=σ)となった.以前の製品のばらつき3.5(=σ0)に対してばらつきが改善されたかどうか判断するために,検出力を算出する.
図2.5 検出力曲線(母分散 片側検定b) サンプルサイズを指定)
検出力は,46.4%(0.464)となり,判断するには危険が大きい.
検出力90%となるサンプルサイズnを求めると次のようになる.
図2.6 検出力曲線(母分散 片側検定b) 検出力を指定)
改善されたかどうかの判断をするには41以上のサンプルを必要することになる.
3.おわりに
管理図の改正については,異常判定ルールそのものは(平均値・標準偏差等の標準値の入力された場合の影響はあるが)新旧JISで,基本的な差異は少ないと思われる.JUSE-QCAS/V7.0では,現実の混乱を防ぐ意味で,(用語など)新旧両JISに対応した管理図が利用できるようにした.
検出力とサンプルサイズについては,容易に利用できるものにしている.
4.参考文献
- JIS Z 9020 管理図-一般指針 1999日本規格協会
- JIS Z 9021 シューハート管理図 1998日本規格協会
- JIS Z 9041-4 データの統計的な解釈方法-第4部:平均と分散に関する検定方法の検出力 1999日本規格協会
- 品質管理便覧 朝香・石川・山口共同監修 日本規格協会
- 薬効評価I・II 佐久間昭著 東大出版会
- 統計的方法のしくみ 永田靖著 日科技連出版
お問い合わせ
ご不明な点がございましたら,お問い合わせ窓口よりお問い合わせください.
過去のシンポジウム開催の様子や発表資料は,過去のシンポジウムプログラムおよび発表資料からご覧いただけます.
- 要旨集の販売について

- これまでに開催された各シンポジウムの発表要旨集を販売しております.ただし在庫がない場合もございますので,あらかじめご了承下さい.ご希望の方はお問い合わせ窓口よりお問い合わせください.
JUSE-StatWorks/V5の無料体験版をお試しください